
Was beachtet werden sollte und welche Stolpersteine zu finden sind, ist Thema dieses Beitrags.
Reinheitsklassen von komprimierter Luft
Die Qualifizierung von komprimierter Luft ist in der Normenreihe der ISO 8573 beschrieben. Hierbei werden im ersten Teil der ISO 8573-1 die Akzeptanzkriterien für komprimierte Luft beschrieben.
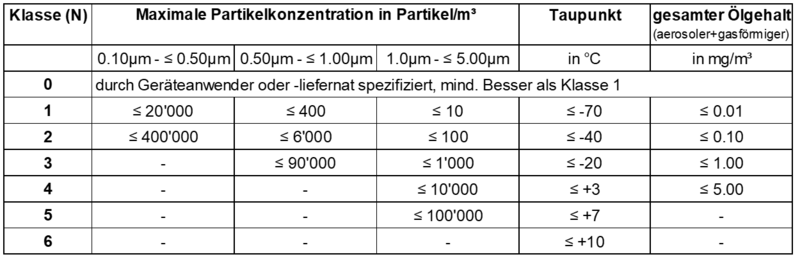
Die Darstellung (Tabelle Bild 4) erfolgt in Klassen von 1 – 6, wobei hierbei die Grenzwerte für die Partikelkonzentration, den Taupunkt und den gesamten Ölgehalt beschrieben sind. Die Klassen, welche in der ISO 8573 -1 definiert sind, sind nicht mit den Klassen der ISO 14644-1 zu verwechseln.
Bestimmung der Partikelkonzentration
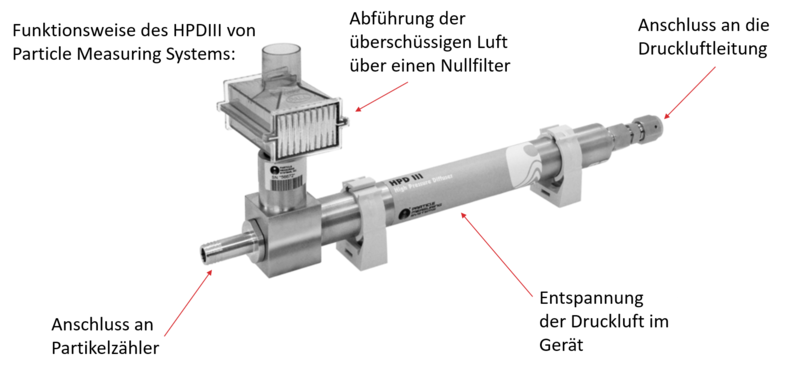
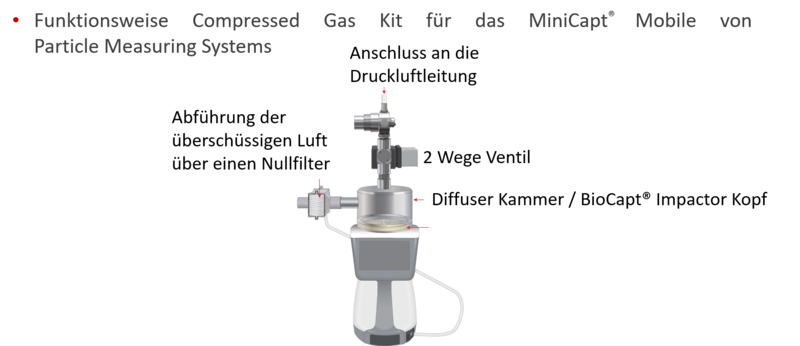
Der wohl bekannteste Test bei der Qualifizierung komprimierter Luft ist in der ISO 8573-4 beschrieben: Die Methoden zur Bestimmung der Partikelkonzentration. In der ISO 8573-4 werden 2 Methoden vorgestellt. Die dabei häufigste Methode ist die Methode mittels eines Partikelzählers. Nun kann die komprimierte Luft nicht direkt auf einen Laserpartikelzähler geleitet werden, dies würde das Gerät zerstören. Es wird ein sogenannter Diffuser benötigt, dieser Diffuser entspannt das Gas und leitet es mit einem entsprechend angepasstem Druck an den Laserpartikelzähler weiter. Dieser zählt die Partikel und ordnet Sie den entsprechenden Grössen zu. Der Grössenbereich erstreckt sich dabei von 0.06 µm bis 100 µm (Bild 1 + 2).
Bestimmung Taupunkt
Die Methoden zur Bestimmung der Feuchtigkeit, auch hinlänglich als Drucktaupunkt bekannt, werden in der ISO 8573-3 beschrieben. Unter den verschieden aufgeführten Methoden findet sich auch die Methode mit elektronischen Sensoren. Hierbei werden über verschiedene Sensoren die Temperatur, die Feuchtigkeit, der Druck und daraus abgeleitet der Drucktaupunkt bestimmt.
Bestimmung Ölgehalt
Ein weiterer Test, um die Akzeptanzkriterien gemäss Teil 1 zu überprüfen, ist die Bestimmung des Ölgehalts.
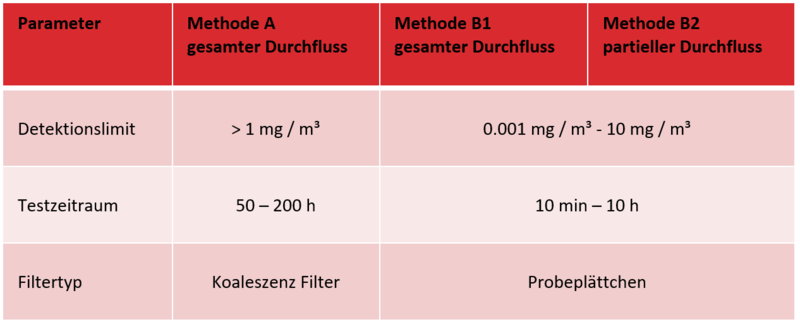
In der Normenreihe beschäftigen sich zwei Teile mit der Bestimmung des Ölgehalts: Zum einen die ISO 8573-2, welche den Aerosolen Ölgehalt beschreibt, und die ISO 8573-5, welche noch zusätzlich den Öldampf und organische Lösungsmittel betrachtet. Da die Akzeptanzkriterien im Teil 1 den gesamten Ölgehalt betrachten, wird hier der Focus auf die ISO 8573-5 gelegt. Jedoch betrachten wir zunächst oberflächlich die Methoden, die vorgestellt werden (Tabelle Bild 5).
Die Methoden A und B1 sind festinstallierte Probenahmen, die jeweils den gesamten Durchfluss beproben. Hierbei ist die Methode A für Anlagen mit hohen Konzentrationen von grösser als 1 mg/m3 geeignet. Das Gas wird dabei durch einen sogenannten Koaleszenz Filter geleitet, in welchem das Öl abgeschieden wird. Einen Koaleszenz Filter kann man sich in etwa so vorstellen, wie der Ölabscheider der Dunstabzugshaube in der Küche.
Für geringe Konzentrationen von 0.001 mg/m3 – 10 mg/m3 sind die Methoden B1 und B2 geeignet. Die Gase werden hierbei über Probeplättchen geleitet, auf welchen sich das Öl abscheidet. Die Luftgeschwindigkeit, welche über das Probeplättchen geleitet wird, ist auf 1m/s begrenzt. Hierfür ist bei der Methode B1 ein Bypass zu installieren und bei der Methode B2 sollte mittels eines Ventils die Luftgeschwindigkeit reguliert werden können. Weiter ist dann darauf zu achten, dass genügend Volumen beprobt wird.
Für die Bestimmung des gesamten Ölgehaltes ist nur die Methode B2 geeignet. Hierbei wird zusätzlich zu den Probeplättchen ein Aktivkohlefilter eingesetzt, um auch den Öldampf aufnehmen zu können.Die gesammelten Proben werden im Anschluss durch ein Labor mittels eines Gaschromatographen mit Flammen Ionisations Detektor analysiert und ausgewertet.
Bestimmung Keime
Im siebten Teil der ISO 8573 wird die Methode für die Bestimmung von Keimen beschrieben. Anhaltspunkte über Grenzwerte werden Sie jedoch vergeblich suchen. Diese Grenzwerte sind über Risikoanalysen zu bestimmen. Eine Möglichkeit der Bestimmung von mikrobiologischen Feststoffen ist die aktive Luftkeimsammlung in Anlehnung an die ISO 17141. Dabei wird die Druckluft in einer ähnlichen Weise entspannt wie bei der Partikelzählung (Bild 3). In den meisten Fällen werden bei der Beprobung 1000l beprobt.
Protokollierung der Ergebnisse
Im Umfeld der Good Manufacturing Practice sollte bekannt sein, dass sämtliche aufgenommene Daten in einem Qualifizierungsprotokoll zusammen zu fassen sind. Dabei müssen die Daten die Fähigkeit aufweisen, den Werdegang, die Verwendung oder den Ort des Betrachteten zurück zu verfolgen. Folgend einige Beispiele der zu protokolierende Daten:
- Datum der Messung
- Ort der Messung
- Aufzählung genutztes Messequipment inkl. Kalibrierzertifikate
- Messtechniker
- Temperatur
- Druck, etc.
Nun ist noch eine Frage offen: Welche Qualität wird benötigt bei den komprimierten Gasen? Diese Frage kann leider nicht im Allgemeinen beantwortet werden. Für jedes Produkt, welches mit komprimierter Luft in Berührung kommt, ist die Anforderung eine andere. Die Entscheidungsgrundlage sollte dabei immer eine Risikoanalyse bilden.
Die CAS Clean-Air-Service AG, seit 2016 Teil von Particle Measuring Systems, ist ein unabhängiges und akkreditiertes Unternehmen im Bereich der Reinraumqualifizierung und thermischen Validierung. Seit 1989 unterstützen wir unsere Kunden bei Sicherung der Patientensicherheit. Gerne unterstützen wir auch Sie.
Weitere Informationen finden Sie unter:
CAS Clean-Air-Service AG | Particle Measuring Systems
Reinluftweg 1
9630 Wattwil
pmsswitzerland(at)pmeasuring.com
www.pmeasuring.com/ch